




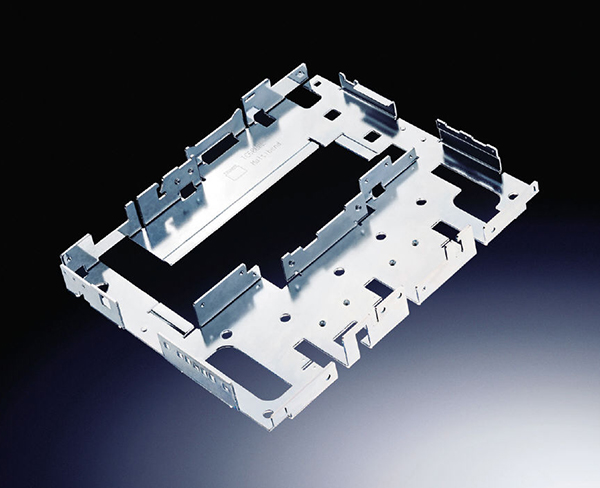
鈑金零件的差異,鈑金加工過程可能會(huì)有所不同,但總數(shù)不超過以下:、焊接,焊接就是把多個(gè)零件焊接在一起,這樣做的目的就是為了可以達(dá)到單件縫焊和鈑金加工,以增加其強(qiáng)度。2、表面處理,表面處理一般有磷化皮膜,電鍍多色鋅,鉻酸鹽,烤漆,氧化等。3、部件。所謂的組裝是以一定的方式將多個(gè)零件或組件組合在一起,使其成為一個(gè)完整的項(xiàng)目。






鈑金加工工藝展開注意事項(xiàng),展開圖是依據(jù)零件圖(3D)展開的平面圖(2D)、抽牙、壓鉚、撕裂、沖凸點(diǎn)(包),等位置方向,畫出剖視圖2、核對(duì)材質(zhì),板厚,以板厚公差3、特殊角度,折彎角內(nèi)半徑(一般R=0。5)要試折而定展開4、有易出錯(cuò)(相似不對(duì)稱)的地方應(yīng)重點(diǎn)提示5、尺寸較多的地方要加放大圖6、需噴涂保護(hù)地方須表示。
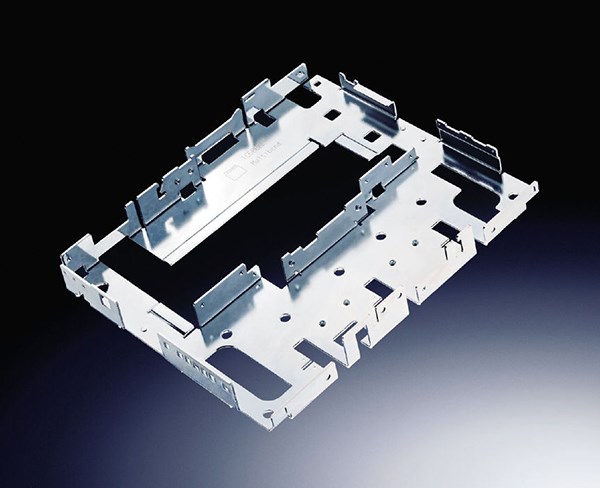
在進(jìn)行鈑金加工時(shí)還需要注意幾個(gè)問題,首先工作人員在加工之前要先對(duì)材料進(jìn)行檢查,并將材料展開以備加工使用,材料的展開方式要正確,這樣在加工時(shí)可以節(jié)省材料,也可以達(dá)到加工目的,在加工期間也要注意間隙的選擇方式以及材料的包邊效果等。進(jìn)行鈑金加工期間,工作人員應(yīng)該對(duì)生產(chǎn)流程和加工方式有所了解,這樣才可以更好的完成加工任務(wù),并保證工件生產(chǎn)質(zhì)量。鈑金加工是包含傳統(tǒng)式的激光切割下料、冷沖壓生產(chǎn)加工、彎壓成型等方式 及加工工藝主要參數(shù),又包含各種各樣冷沖壓模具構(gòu)造及加工工藝主要參數(shù)、各種各樣機(jī)器設(shè)備原理及控制方式 ,還包含新沖壓模具技術(shù)性及新技術(shù)新工藝。



 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


